
Kingsdown has been crafting mattresses in the heart of North Carolina since 1904 and since that time they have been handcrafting the world’s smartest luxury mattresses. Their approach to manufacturing involves a steadfast commitment to sleep health – backed by research, data collection, and meticulous testing. They believe a quality mattress results in improving the quality of your sleep and in turn, the quality of your life.
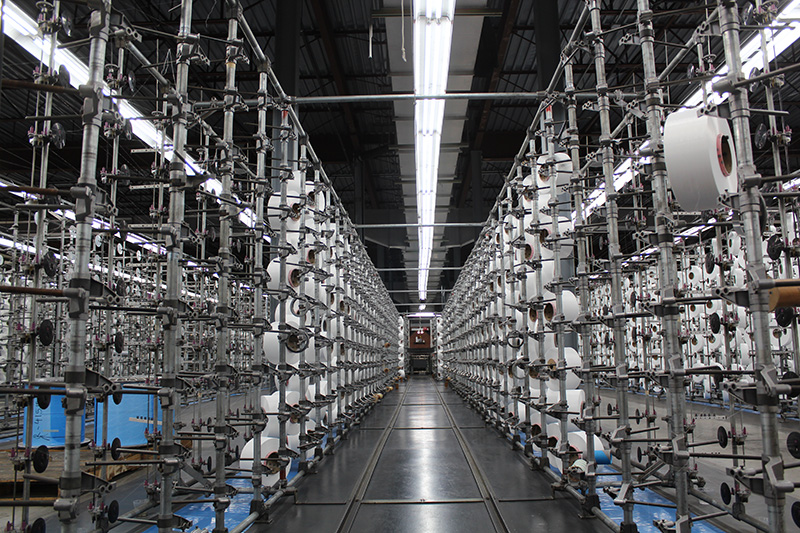
Kingsdown used the same committed approach when they wanted to improve the lighting quality, efficiency, and lumen output for their 98,000-square foot plant in Mebane, NC and nearby corporate headquarters. GreenTech coincidentally approached Kingsdown shortly after they consulted with Duke Energy on the viability of such a project. They were looking for a turnkey solution to upgrade to energy efficient LED lighting in an effort to improve working conditions in the warehouse and the offices and reduce operating costs, and GreenTech provided a perfect match.
“The product and service provided by GreenTech exceeded my expectations. Their team made the entire process extremely easy and they did not impact our ability to produce our product at all during the installation. From the planning stage all the way to the disposal of old equipment and clean-up, the project was well managed.” Michael Shoe, Kingsdown VP Manufacturing
GreenTech worked with Kingsdown providing recommendations on eliminating T12 strip fixtures and aged Metal Halide highbays as well as solutions to maximize critical production lighting. The result was more efficient lighting in key areas and balanced light levels across the plant. The LED panel lights beautified the offices, shops, workout area, and cafeteria providing for customizable light levels for each individual preference.

The financial benefits were equally as beneficial:
- 73% reduction in annual lighting energy usage
- 1.3 year payback
- 347,560 kWh reduction in annual lighting energy usage
- $27,109 in annual operating savings
- 70% cost savings in rebates and incentives
In addition, Kingsdown reduced their adverse impact on the environment that is often experienced with the old lighting technologies. In replacing all of the existing metal halide magnetic fixtures with LED linear highbay fixtures, along with LED panel lights and retrofit kits, the plant has significantly reduced its carbon footprint with approximately a 73% reduction in CO2 emissions.
“The detailed project prospectus they provided allowed us to easily present the project to our management team for the approvals needed to get this project going. Their knowledge of the incentives and rebates and assistance in completing the rebate applications was a key factor in selecting them for the job. After the project was completed, GreenTech followed up multiple times to make sure everything was performing as designed. They are a great company to do business with.” Michael Shoe, Kingsdown VP Manufacturing

Kingsdown continued to use GreenTech’s lighting solutions in their downtown office headquarters. Offices, showrooms, and restroom were retrofitted with LED panel lights. These upgrades not only greatly improved the quality of lighting for these areas, but it also accomplished the following:
- 75% reduction in annual lighting energy usage
- 75% reduction in operating costs
- 1 year payback
- 59,810 kWh reduction in annual lighting energy usage
- 75% cost savings in rebates and incentives
Through GreenTech’s efforts, Kingsdown was able to secure various prescriptive and custom rebates along with generous REAP grants of $30,000 for the plant and nearly $5,000 for the headquarters. Kingsdown is grateful for GreenTech’s assistance in making their manufacturing plant, showrooms, and offices a better, brighter, more energy efficient place to work. Kingsdown exemplifies an environmentally conscientious company that cares not only about making a quality product for their customers, but also about making an ecological impact in the process.









































































 LINKEDIN
LINKEDIN